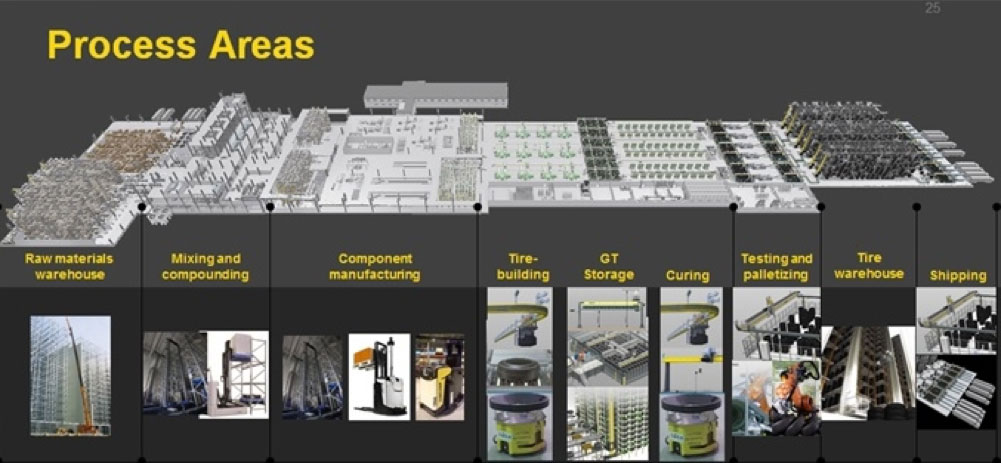
The first factory floor where Cumucore is to be validated is a mechanized tire manufacturing facility where automation has been recently applied to almost all the process areas in the factory. Breaking down the tire manufacturing process, there are several steps for human-robot cooperation to take place:
Automatic storage and transportation of raw rubber and other basic ingredients to place them into automatic storage and retrieval (AS/RS) systems.
Mixing and preparation processes to be made into compounded materials for component preparation.
Green tire building process, which also receives components automatically.
Automatic unload of green tires from building machines (TBMs) by robots.
Delivery of green tires to the curing press by Automatic Guided Vehicles (AGV).
Quality checks on the completed products within fully automated cells.
Tire sorting and placing on pallets using gantry robots.
Vestibulum lacini
a arcu
In this closed-space factory floor environment it is difficult to introduce collaborative robots (cobots) on processes where human operators are working near to or interacting freely with them. The reason is because the tire building process entails human-robot collaboration in manipulating a series of tooling which commonly use effectors with dangerous features such as sharp edges, hard materials and prominent shapes, which involves the tight compliance of safety standards (EN ISO 13849-1:2008 1) and negatively impacts productivity. As a consequence, in order to keep a fully safety-compliant collaborative working environment, it is mandatory to detect the presence of a human operator nearby and adapt accordingly the cobot behaviour (speed, exerted forces, motion control priorities, etc.), while at the same time operating at maximum speed to keep-up with the flow and cadences of the production line.
In this scenario, fast multidirectional proximity detection (both touch and touchless) up to 20cm with soft/flexible sensitive surfaces/skins, coupled with behavioural algorithms for responses, is the most efficient technology enabling the motion control of a cobot at speeds approaching one meter per second, in order to adapt its behaviour when a human operator is in its surroundings. Sensitive surfaces typically use capacitive sensing 2 , which is a known technology but very difficult to control with accuracy and reliability, and needs to be adapted to become mounted on any kind of robotics tooling with stringent motion control requirements regarding maximum end-to-end latency for small packet-size deterministic communications (in the range 0.5-2 ms), time synchronicity (< 1 μs) and uptime (service availability) (99.9999%) and reliability (several years), according to TR 22.804 3 and TS 22.104 4.